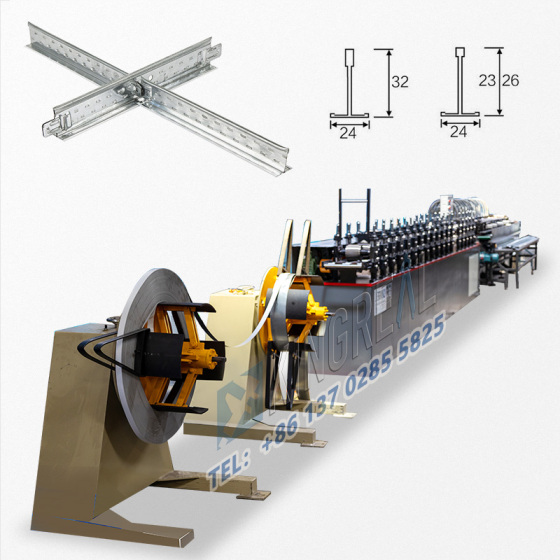
Machine de profilage à rouleaux pour profilés en T de plafond
La machine de profilage de barres en T pour plafonds KINGREAL, la série de machines de fabrication de barres en T pour plafonds comprend deux machines : l’une est destinée à la production de grilles en T principales de 3 600 mm de longueur, l’autre au formage automatique de barres en T transversales de 600 mm et 1 200 mm de longueur.
- KINGREAL
- Chine
- information
- télécharger
Spécifications de la machine de profilage à rouleaux pour profilés en T de plafond

| Modèle | Ligne de production de grilles de plafond de type KRTXJ-24 principale "T" |
| Matière première | tôle d'acier galvanisée, tôle prélaquée |
| Épaisseur de la tôle d'acier galvanisé | Tôle galvanisée prélaquée de 0,2 à 0,35 mm d'épaisseur, épaisseur de 0,25 à 0,3 mm d'épaisseur. |
| Spécifications du produit | Quille plate en forme de T, hauteur 38 mm x largeur 24 mm |
Paramètres techniques | a) Tension 380 V 50 Hz (peut être modifiée selon les exigences du client) b) Puissance de la presse à rouleaux : 3,0 kW ; moteur d’entraînement de la centrale hydraulique : 15 kW ; moteur de transmission : 1,5 kW avec accumulateur c) Matériau du rouleau : acier Cr12mov, dureté de trempe HRC 58-62 ; usinage CNC après trempe. Le matériau de la matrice d'emboutissage est l'acier à outils SKD11. |
Processus de production

Déroulage - profilage - redressage - poinçonnage hydraulique automatique, découpe - produit fini
Avantages des équipements et capacité de production
a. Production automatique en continu. Après le profilage, la pièce entre dans le mécanisme d'emboutissage ; lorsque la longueur définie est atteinte, l'équipement de profilage s'arrête automatiquement ; l'encodeur rotatif envoie un signal à la presse pour l'emboutissage ; une fois l'emboutissage terminé, la pièce finie tombe automatiquement ; la pièce finie est acheminée vers la presse par le convoyeur ; la presse démarre automatiquement ; le processus fonctionne en cycles.
b. Système de transmission pour profilage à rouleaux : entraînement par servomoteur, transmission par engrenages coniques à denture arquée. Transmission par engrenages de l’ensemble de la machine.
c. Vitesse de profilage de la ligne de production : la plus rapide est de 25 m/min, et la vitesse peut être ajustée.
d. Poinçonnage-découpe hydraulique automatique : le poinçonnage et la découpe sont réalisés automatiquement en une seule opération. La longueur du produit et l’espacement des trous sont précis. La tolérance sur la longueur totale est de ±0,2 mm. La tolérance sur l’espacement des trous est de ±0,1 mm. Le système hydraulique est à haute pression et à grande vitesse ; avec un système de refroidissement par eau, il peut produire sans circulation pendant 24 heures.
e. Efficacité de production de la ligne de production automatique de quille de peinture (quille principale en forme de T) : Efficacité de production : 3,66 mètres de long " pièce principale en forme de T", 5 pièces par minute.
f. Zone de production La longueur de la ligne de production est de 19 m, la largeur est de 4 m et la hauteur est de 1,5 m ;
g. Armoire de distribution électrique indépendante et panneau de commande tactile indépendant.
h. L'ensemble de la ligne de production est soudé à partir de plaques d'acier ; le cadre de la presse et le cadre du mécanisme d'emboutissage sont soudés et traités après traitement thermique.



Composants principaux de la ligne de barres en T
| Nom | Unité | Quantité | Remarques |
| dérouleur | Unité | 2 | Dispositif de déchargement de bande enroulée (charge 500 kg + 300 kg) |
| équipement de profilage à rouleaux | Unité | 1 | / |
| Poinçonneuse | Unité | 1 | poinçonnage et découpe en ligne de la barre en T principale |
| Système hydraulique | Ensemble | 1 | station hydraulique de poinçonneuse |
| Poinçonner des dés | Ensemble | 24 | Jeux de matrices d'estampage : 22 matrices de perforation + 2 jeux de matrices à bouchons à deux extrémités (les matrices à bouchons comprennent deux trous de perforation). |
| Tableau des produits finis | Ensemble | 1 | Tableau de sortie des produits finis |
| système de commande électrique | Ensemble | 1 | comprenant une armoire de distribution électrique et un panneau de commande à écran tactile |
Spécifications de la machine de profilage à rouleaux pour barres en T transversales
| Modèle | Ligne de production de barres transversales de plafond entièrement automatisée de type KRTXJ-24F |
| Matière première | tôle d'acier galvanisée, tôle prélaquée |
| Épaisseur de la tôle d'acier galvanisé | Tôle galvanisée prélaquée de 0,2 à 0,35 mm d'épaisseur, épaisseur de 0,25 à 0,3 mm d'épaisseur. |
| Spécifications du produit | Grille en T plate, hauteur 24 mm x largeur 24 mm |
Paramètres techniques | a) Tension 380 V 50 Hz (peut être modifiée selon les exigences du client) b) Puissance de la presse à rouleaux : 3,0 kW ; moteur d’entraînement de la centrale hydraulique : 15 kW ; moteur de transmission : 1,5 kW avec accumulateur c) Matériau du rouleau : acier Cr12mov, dureté de trempe HRC 58-62 ; usinage CNC après trempe. Le matériau de la matrice d'emboutissage est l'acier à outils SKD11. |

Processus de production de la machine à barres en T croisées

Déroulage - profilage - redressage - poinçonnage hydraulique automatique, découpe - produit fini
Avantages des équipements et capacité de production
a. Production automatique en continu. Après le profilage, la pièce entre dans le mécanisme d'emboutissage ; lorsque la longueur définie est atteinte, l'équipement de profilage s'arrête automatiquement ; l'encodeur rotatif envoie un signal à la presse pour l'emboutissage ; une fois l'emboutissage terminé, la pièce finie tombe automatiquement ; la pièce finie est acheminée vers la presse par le convoyeur ; la presse démarre automatiquement ; le processus fonctionne en cycles.
b. Système de transmission pour profilage à rouleaux : entraînement par servomoteur, transmission par engrenages coniques à denture arquée. Transmission par engrenages de l’ensemble de la machine.
c. Vitesse de profilage de la ligne de production : pour la barre en T transversale de 0,6 m, environ 40 pièces/min, pour la grille en T transversale de 1,2 m de longueur, environ 20 pièces/min.
d. Poinçonnage-découpe hydraulique automatique : le poinçonnage et la découpe sont réalisés automatiquement en une seule opération. La longueur du produit et l’espacement des trous sont précis. La tolérance sur la longueur totale est de ±0,2 mm. La tolérance sur l’espacement des trous est de ±0,1 mm. Le système hydraulique est à haute pression et à grande vitesse ; avec un système de refroidissement par eau, il peut produire sans circulation pendant 24 heures.
e. Rendement de production de la ligne de production automatique de quilles en acier léger (barre en T) : Rendement de production : Pièce de 0,6 mètre de long (barre en T), 40 pièces par minute. Pièce de 1,2 mètre de long (barre en T), 20 pièces par minute.
f. Zone de production : La longueur de la ligne de production est de 19 m, sa largeur de 4 m et sa hauteur de 1,5 m.
g. Armoire de distribution électrique indépendante et panneau de commande tactile indépendant.
h. L'ensemble de la ligne de production est soudé à partir de plaques d'acier ; le cadre de la presse et le cadre du mécanisme d'emboutissage sont soudés et traités après traitement thermique.



Composants de la machine à barre en T croisée
| Nom | Unité | Quantité | Remarques |
| dérouleur | Unité | 2 | Dispositif de déchargement de bande enroulée (charge 500 kg + 300 kg) |
| équipement de profilage à rouleaux | Unité | 1 | / |
| Poinçonneuse | Ensemble | 1 | Poinçonnage et découpe en ligne de barres en T |
| Système hydraulique | Ensemble | 1 | station hydraulique de poinçonneuse |
| Poinçonner des dés | Ensemble | 4 | Jeux de matrices d'estampage : 2 matrices de perforation + 2 matrices à bouchons à deux extrémités (les matrices à bouchons comprennent deux trous de perforation) |
| Tableau des produits finis | Ensemble | 1 | Tableau de sortie des produits finis |
| système de commande électrique | Ensemble | 1 | comprenant une armoire de distribution électrique et un panneau de commande à écran tactile |
Schéma de référence de la grille en T du plafond

La machine à profilés en T pour plafonds de KINGREAL est conçue pour répondre aux besoins de production des clients en matière de profilés en T de différentes tailles et types, avec une flexibilité et une adaptabilité exceptionnelles. Qu'il s'agisse de dimensions standard ou de besoins sur mesure, la profileuse à profilés en T de KINGREAL y répond aisément, garantissant ainsi que chaque produit réponde aux exigences spécifiques des clients.
La machine de fabrication de profilés en T pour plafonds de KINGREAL permet de produire différents types de profilés, notamment les profilés en T à rainure noire, plats, en forme de FUT et à rainure stéréoscopique. Cette machine garantit non seulement la haute qualité et la régularité du produit, mais elle offre également une grande flexibilité d'ajustement des paramètres de production afin de répondre aux évolutions des besoins du marché.
Nouveau modèle – Machine à barre en T de plafond avec écran de protection



Afin de réduire efficacement les risques potentiels pour la sécurité liés à l'utilisation de la machine, KINGREAL a conçu une machine innovante de fabrication de profilés en T pour plafonds, équipée d'un écran de protection. Cette conception novatrice prend pleinement en compte les impératifs de sécurité des opérateurs et de préservation de l'environnement de production, et améliore considérablement la sécurité du processus de fabrication.
La profileuse à profilés en T avec écran de protection réduit efficacement les risques d'accidents du travail et protège les opérateurs des blessures potentielles. L'écran de protection installé sur la profileuse permet également d'éviter les projections de matériaux et de limiter la pollution de l'environnement de production, garantissant ainsi un environnement propre et sûr.
KINGREAL s'est toujours engagée à fournir à ses clients des solutions d'équipement sûres et fiables, et à optimiser et améliorer en permanence la machine de profilage à rouleaux à barres en T.